
La Société Fromagère de Charchigné a choisi APIA Technologie pour modifier son système d’incorporation de fécule de pomme de terre dans ses râpes à fromage. La filiale du Groupe Lactalis, spécialisée dans l’emmental râpé, a de nouveau fait confiance à nos experts pour intervenir sur cette installation. Depuis 2014, le réseau de transfert a connu plusieurs phases d'adaptation pour automatiser, sécuriser et intégrer de nouvelles râpes.
Automatisation et développement d’un process de conditionnement éprouvé
Une production Clean Label
 La Société Fromagère de Charchigné, filiale du Groupe Lactalis, est spécialisée dans la fabrication de fromages, notamment l'emmental râpé. Basée à Charchigné en Mayenne, elle traite 1 million de litres de lait par jour collectés dans un rayon de 15 km.
La Société Fromagère de Charchigné, filiale du Groupe Lactalis, est spécialisée dans la fabrication de fromages, notamment l'emmental râpé. Basée à Charchigné en Mayenne, elle traite 1 million de litres de lait par jour collectés dans un rayon de 15 km.
En tant que membre du Groupe Lactalis, leader mondial des produits laitiers, elle partage des valeurs d'excellence, d'innovation et d'engagement envers la qualité et la satisfaction des clients.
Pour éviter les agglomérats dans les sachets de produit fini, un faible quantité d'anti-mottant est incorporé au fromage dans les râpes. Fidèle à ses engagements Clean Label, la Société Fromagère a choisi d'utiliser la fécule de pomme de terre.
Un process évolutif pour répondre aux exigences du marché
Dès 2014 la Société Fromagère de Charchigné a investi dans ses lignes de production. L'objectif, dans un premier temps, était d'automatiser l'apport de fécule pour réduire la pénibilité. D'autres évolutions ont ensuite suivi au rythme de l'arrivée de nouvelles râpes.
- 2014 : installation d'un vide-sacs ergonomiques pour dessacher la fécule de pomme de terre et alimenter deux râpes ;
- 2016 : remplacement du vide-sacs par une station de vidange big-bags pour alimenter quatre râpes ;
- 2017 : extension du réseau de transport de l'anti-mottant vers deux râpes supplémentaires.
Une nouvelle augmentation des volumes a nécessité de greffer une nouvelle extension du dispositif de distribution de la fécule de pomme de terre.
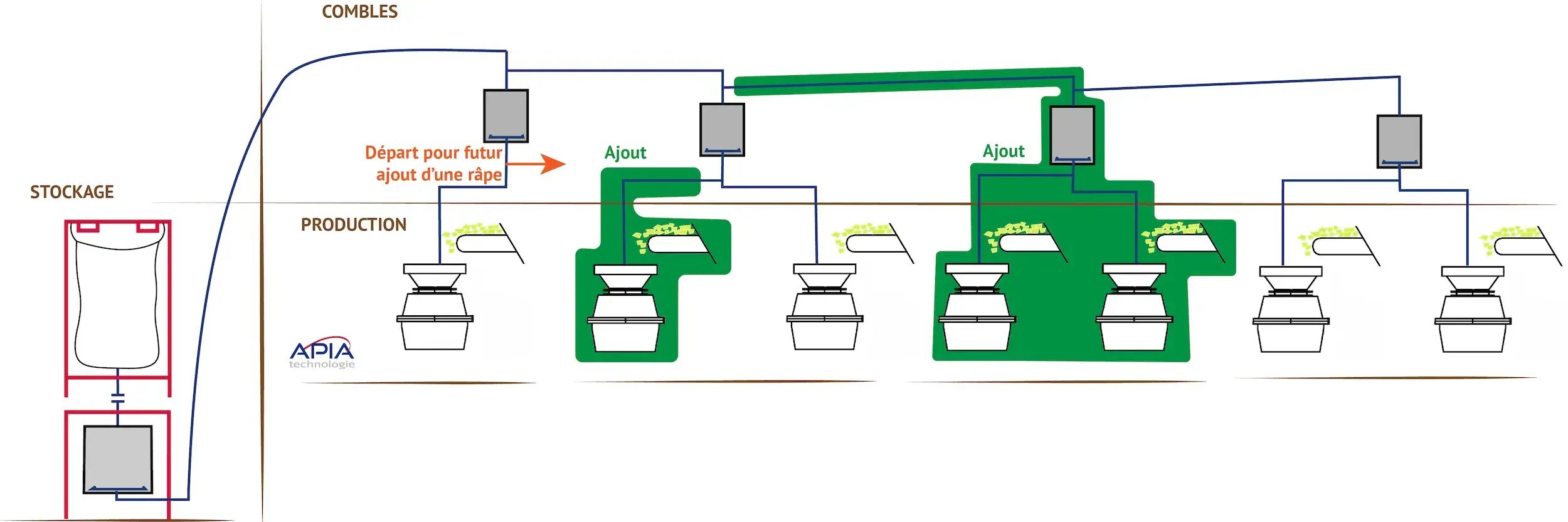
Un process optimisé pour l'ajout de l'anti-mottant dans les râpes à fromage
Ce nouveau projet a consisté à créer deux nouveaux circuits d'alimentation de la fécule de pommes de terre en amont des lignes de conditionnement.
La Société Fromagère a profité des possibilités d'évolution propres au transfert mécanique flexible.
Habitués à intervenir sur ces process de conditionnement de fromage râpé, les experts APIA Technologie anticipent toujours les extensions de réseau. Cela permet de faciliter la mise en place de nouvelles "arborescences".
L'étape de râpage et de conditionnement se déroulent toujours selon le même procédé :
- Le fromage en morceaux est acheminé sur des tapis de convoyage vers la râpe industrielle ;
- La fécule de pomme de terre est introduite dans la râpe en même temps que le fromage ;
- En sortie de râpeuse, le fromage râpé est convoyé vers les conditionneuses pour être ensaché.

La solution APIA Technologie répond aux différents enjeux du transfert de fécule automatisé
- Protéger la matière première de l'environnement extérieur
La sécurité alimentaire commence par l'assurance d'une totale innocuité des matières premières utilisées.
La fécule de pomme de terre est approvisionnée en big-bags d'une tonne d'où elle est extraite à l'abri des contamination extérieures. La station big-bag est installée dans une zone dédiée. A partir de cet unique point de stockage, l'anti-mottant est transporté par plusieurs vis flexibles en série vers quatre doseurs situés en amont des râpes.
- Doser avec précision la quantité d'anti-agglomérant
La qualité du produit fini dépend de la précision du dosage. La fécule est introduite en très faible quantité pour préserver la texture et le goût du fromage, comme attendu par le consommateur.
Sous les doseurs, les vis de distribution de type T51R régulent le flux de fécule en juste quantité et au bon rythme. Ce dosage volumétrique propre à la technologie Transtitube® garantit le respect de la proportion d'anti-agglomérant dans le produit fini : entre 0,9 et 1,1%. Cette proportion variable selon les recettes est déterminée par les opérateurs à partir du coffret de pilotage.

- Assurer la disponibilité permanente de la matière première sur les lignes de production
Parfaitement dimensionnée en fonction des besoins de la Société Fromagère de Charchigné, l'installation évite les arrêts de production.
Les réserves tampons tout au long du réseau de transfert sont en effet suffisantes pour continuer à doser la fécule pendant le chargement d'un nouveau big-bag. Les pâles de dévoûtage sous la videuse big-bag et en fond de doseurs évitent les bourrages et garantissent la circulation de la matière première vers les râpes.
- Eviter l'encombrement et l'empoussièrement de la zone de production
La sécurité des opérateurs et le confort de travail sont des enjeux majeurs pour toute la filière agroalimentaire.
APIA Technologie a donc implanté l'essentiel du circuit de distribution et dosage de la fécule dans les comble techniques. L'espace de production est ainsi moins encombré et moins empoussiéré grâce à un système centralisé d'aspiration.
A noter enfin que l’ensemble du système est conforme aux normes ATEX, garantissant une sécurité maximale en milieu agroalimentaire.
« L'équipe APIA Technologie a réalisé un travail de qualité, en limitant au maximum les interruptions de production. Depuis sa mise en service, l’installation fonctionne parfaitement, sans panne ni incident »,témoigne le responsable maintenance et travaux neufs.
Après deux ans d’exploitation, le retour sur cette extension de réseau est très positif. La Société Fromagère de Charchigné dispose d’un systèmeperformant et évolutif, capable de s’adapter aux futures exigences de production.
Pour en savoir plus sur cette réalisation et les bénéfices obtenus, n'hésitez pas à télécharger le fiche réalisation.
Les experts d’Apia Technologie vous accompagnent dans l’optimisation de vos process industriels. Demandez nous une étude personnalisée !

